

我們會以這次的大和製作案來做一個完整的GK製作教學,
包括材料的介紹、組裝、打磨以及上色。
因為目前還有其他的工作在進行著,
但我們會以違反勞動基準法為目標,
拼命的加班把最完整以及正確的GK的製作方式分享給各位。
還請各位多多指教了!
製作講座 予備篇:http://www.jfm-studio.com/2014/09/blog-post_19.html
製作講座 湯口修剪篇:http://www.jfm-studio.com/2014/09/blog-post_84.html
製作講座 湯口修剪篇2:http://www.jfm-studio.com/2014/09/blog-post_24.html
製作講座 氣泡修補篇:http://www.jfm-studio.com/2014/09/blog-post_87.html
製作講座 打樁篇(十字定位法):http://www.jfm-studio.com/2014/09/blog-post_94.html
製作講座 打樁篇2:http://www.jfm-studio.com/2014/09/2.html
製作講座 予備篇:http://www.jfm-studio.com/2014/09/blog-post_19.html
製作講座 湯口修剪篇:http://www.jfm-studio.com/2014/09/blog-post_84.html
製作講座 湯口修剪篇2:http://www.jfm-studio.com/2014/09/blog-post_24.html
製作講座 氣泡修補篇:http://www.jfm-studio.com/2014/09/blog-post_87.html
製作講座 打樁篇(十字定位法):http://www.jfm-studio.com/2014/09/blog-post_94.html
製作講座 打樁篇2:http://www.jfm-studio.com/2014/09/2.html
予備篇

開始前的準備,當然是清點零件。
製作任何模型,只要遇到缺件就非常麻煩的。
這次製作的大和套件,零件非常多,除了船艦艦體的大零件外,也有不少非常細小的零件例如砲彈等,清洗時也要格外注意。

GK的製作大概可以分成三個階段,假組→打磨→上色。
在假組之前,習慣會先將殘留在套件表面的離型劑給清洗掉。
通常,清洗離型劑不外乎就是使用清潔劑,泡個一兩天,然後用力地刷洗。
不過,我們工作室這次還是利用平常使用Gaia T-03 (レジンウォッシュ)浸泡。
T-03:http://www.gaianotes.com/products/g-color_t03.html

有很多人詢問過T-03的使用方式,這邊做簡單的解說:
T-03的使用方式是直接將套件浸泡在T-03中,大約10分鐘左右,就可以以中性清潔劑(例如洗碗精或是洗衣精)做清洗。另外T-03可以重複使用大約5次左右。

因為T-03是極度容易揮發的液體,所以浸泡時我們會蓋上蓋子。

浸泡完T-03之後,使用超音波清洗機(中性清潔劑這次使用了洗衣精+小蘇打),再使用清水把上面殘留的清潔液清洗乾淨。

清洗後,要檢查是否有還有離型劑殘留,可以觀察套件的表面是否像照片中這樣,摸起來澀澀的感覺,就是清洗乾淨了。

最後,當然是使用餐巾紙把套件擦乾,遇到有凹槽或是有孔的部位,也可以使用氣槍(或是噴漆用的噴槍)將水分噴除。
我們使用餐巾紙是避免在套件上留下毛屑。
(這邊大推麥當勞的餐巾紙)
---------------------------------------------------------------------------------
湯口修剪篇

介紹一下修剪湯口時會用到的工具。
1. 砂紙 400號
2. 筆刀
3. 打磨板
4. 斜口鉗

粉紅色的區塊是注料口,也就是要切除的部分。

先用斜口鉗將大部分的注料口剪除。
剪除時特別留意,勿將斜口鉗貼平於零件表面,否則容易造成修剪時零件的崩壞。

髮絲的末端稍微有點點弧度,所以修剪的時候要特別注意。

沿著剛剛目測的弧度小心地把多餘的部分修剪掉。

剩下厚度約1mm不到的注料口,這時候使用筆刀小心地削掉不要的部分。

最後,使用砂紙或是打磨板,做注料口位置零件表面的打磨。
因為髮絲的末端有菱角,所以這邊使用打磨板把菱角修出來。

注料口修剪完成。

髮絲的末端是非常脆弱的部位,一不小心就容易把零件弄斷。
我們在打磨髮絲末端這類細部的時候,會習慣用拇指稍微將零件頂住,再做打磨。
---------------------------------------------------------------------------------
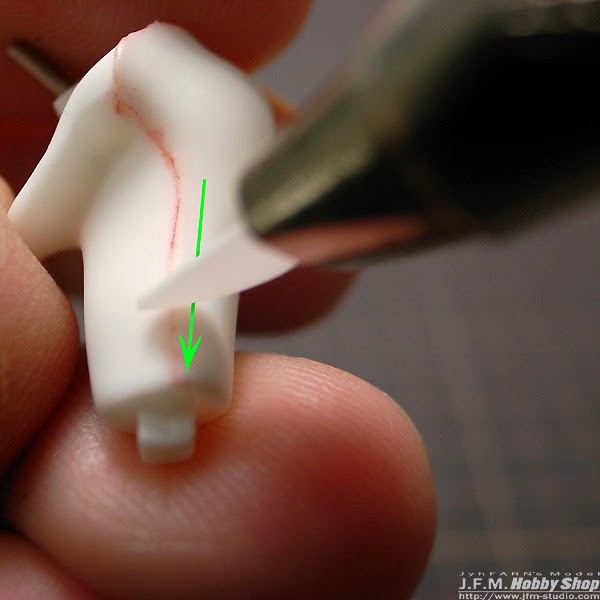
湯口修剪篇2

在進行組合之前,要先把原本灌模所留下的注料口(湯口)修剪掉。
就利用這個隱藏式湯口來作介紹。
綠色虛線以下是要修除的部分。

將斜口前垂直於注料口,先將突出零件的部位剪除。

利用GIF動畫,讓各位了解修剪湯口的順序。

把露在外面的部份剪除後,在將斜口鉗稍微貼平零件的背面,把最後的部分剪除。
(這邊要特別注意,雖然是零件背面,但我們還是建議修剪時不要完全貼平表面,避免剪裁時會損壞原本的零件。)

最後,用筆刀小心的削除最後殘留的部分。

雖然已經筆刀削平,但是表面還是不平整,為了避免引響到組裝的密合度,還要再做點簡單的打磨。

用約400~600號的砂紙,將不平整的部分磨除即可。

湯口修剪完成。

另外,有些T字型的注料口,我們也做了GIF動畫讓各位了解修剪的順序。
---------------------------------------------------------------------------------
氣泡修補篇

組裝之前,除了要先修剪注料口之外,也可以順便將零件上的氣泡做修補。
填補氣泡的方式有好幾種,我們使用SSP粉+瞬間膠來做示範。

修補氣泡所需用到的工具:
1. 瞬間膠 (大推長春牌)
2. SSP粉 (可用痱子粉代替)
3. 筆刀
4. 電動打磨器
5. 砂紙 (400號、600號)

SSP粉是之前「アルテコ瞬間接着パテ SSP-HG」沒使用完所留下的粉,也可以使用市面上容易入手的痱子粉做替代。

先將粉末填滿入氣泡內。

用瞬間膠直接滴入。

滴入後,原本的粉末會立即硬化。
(注意:化學反應會產生些許臭味,建議戴口罩進行。)

使用筆刀小心的將凸出表面多餘的殘料削除。

使用400號與600號砂紙依序做表面的打磨。
曲面的部份也可以利用電動打磨器。

氣泡修補完成。
---------------------------------------------------------------------------------
打樁篇(十字定位法)

零件修剪完後,就可以準備進行假組合。
圖中,粉紅色的部位就是已經預留好的定位卡槽,我們只要將零件照著卡槽的方向插入,兩個零件就可以密合了。
但是因為GK零件並沒有類似塑膠模型的插孔,所以我們就必須自行地在零件與零件之間打上「樁」。

介紹打樁時會用到的工具。
1.:鉛筆(定位用)
2.:尺(定位用)
3.:迷你電鑽
4.:斜口鉗
5.:鑽頭(1mm、2mm)
6.:鋁線(2mm)

所謂十字定位法,就是在兩個零件的接合端的邊緣任四個點畫上一個十字,這兩個十字的中心點一定會落在同一個位置。
所以我們就利用原本卡槽上五角形的其中四個點當定位點,畫上十字。取交叉的點當作樁的定位點。

另一端的零件用同樣的方式做出定位點。

定位點固定後,可以先目測看看剛剛的十字定位法鎖定出孔位是否有偏差。

大腿零件與下半身零件的樁,為了要支撐整個身體的重量,所以我們選擇了2mm的鉛線。
在使用2mm的鑽頭之前,為了追求更精準的孔位,我們先使用了1mm的鑽頭做定位,才不至於在使用2mm的鑽頭鑽洞時有了誤差。

鑽洞時,盡量保持鑽頭與零件表面垂直。

剪取適當長度的鋁線。

將一端插入大腿的零件。
(看過許多人剪樁的方式,我們有個小小的建議:在剪取鋁線或是銅棒,我們會習慣將兩端的剪裁面修平,這樣插入孔內,可以讓孔壁與樁的摩擦力更好,不容易脫落。當然也可以有效的避免不小心被尖端給刺傷。)

兩個零件進行組合。

零件的打樁組合完成了。
---------------------------------------------------------------------------------
打樁篇2

除了上次介紹的十字定位法,我們平常製作時,常使用另一種較簡單,但也不失準確度的打樁方式。

ㄏ

用鉛筆先把一端的樁口做定位。
為了操作上的方便,我們習慣會再凸出的一端先做定位。

接著使用迷你電鑽鑽出1.5mm的洞。深度約5mm即可。

剪裁一段鋁線。

這段鋁線只是要定位用,所以剪裁時特別留意,大約6mm即可。
如果不確定鑽的洞是否太深,可以直接將鋁線插入洞口內,將斜口鉗貼平零件樁口的表面約1mm剪裁即可。

剪裁完成,我們只留下比原本零件表面凸出一點的鋁線來做定位用。

用水分較多的簽字筆或是鋼彈筆塗滿在剛剛的短樁末端。

小心的將兩個零件做組合。

組合後拔起,另一端樁孔的定位就完成了。

只要在定位口上鑽出一樣1.5mm的樁孔即可。

另一邊的零件鑽孔完成。

用夾子將原本零件的短樁拔除。

重新剪裁一段較長鋁線當作樁插入。

將兩個零件組合。

組合完成。
---------------------------------------------------------------------------------
整形篇

遇到零件變形的時候,我們習慣使用加熱法將零件整回原本的樣子。
不少人使用吹風機將零件吹熱來整形,我們這次使用浸泡熱水的方式來做示範。

組合後,其中一邊因為零件變形的緣故,無法完整密合。
這時候就需要做整形的作業。

將零件放入容器內,倒入約85度~100度左右的熱水。

泡約1~2分鐘,用夾子將零件夾起試著組合看看是否密合。

在整形時,遇到有些變形嚴重的零件,可能得泡好幾次熱水。所以在大致上的形狀復原後,我們習慣在零件上打樁後,再泡一次熱水,讓零件的組合可以真正的密合。

原本的變形已經回復原狀,兩個零件的組合可以完整密合。
---------------------------------------------------------------------------------
無縫篇

遇到比較大的零件或是翻模困難的零件,原型師通常會將原本的零件做拆件,分成數個小零件,而我們要製作時,就得將這些零件再接合,接合的時候會有縫,這時候就需要做無縫作業了。

工具的介紹:
1.:POLY補土
2.:調色用紙(大推小北百貨的包子紙)
3.:瞬間膠
4.:砂紙
5.:筆刀
6.:電動打磨器

首先,先將零件打樁後組合。
(打樁教學請參考打樁篇)

假組確認密合度沒問題。

零件與零件的接縫,我們使用POLY補土來做填補。
將POLY補土和硬化劑擠出 同樣的長度。

用攪拌棒(我們使用小北百貨購買的塑膠牙籤)將補土與硬化劑均勻地攪拌。

小心地塗在零件的一端,儘量將邊緣都塗上補土即可,不需要塗太多。

將原本打樁的一端,將樁與零件用瞬間膠黏合,並且在樁頭上也塗上點瞬間膠,準備與另一個零件黏合。

將兩個零件組合後,用力擠壓,將多餘的補土擠出縫隙。

大約等6小時可以硬化。(3小時候可以先用筆刀將溢出表面的補土稍微削除。)

完全硬化後,用砂紙或是電動打磨器打磨。

初步的打磨後,已經將原本溢出隙縫的補土磨掉,只留下隙縫中的補土。(這步驟僅做粗磨即可,之後還會整體打磨。)

原本兩個零件接合所產生的接縫,補起來後看起來就比較美觀了。
---------------------------------------------------------------------------------
打樁篇3

前面的兩篇打樁方法應該可以應付大部分的狀況,但是如果遇到一邊零件很薄的時候該怎麼辦呢?
在做頭髮零件假組的時候遇到這樣的狀況,所以再追加了一篇打樁教學。

頭髮零件的一端,非常的薄,要打樁上去會不牢靠;先將樁頭與零件黏死,如果遇到樁頭的角度有點誤差的話,兩個零件就沒辦法完全密合,所以我們改用做成卡榫的方式。

將頭髮零件與頭部零件做位置的確認。

在要打樁孔的地方做定位。有別於之前的打樁方式,這邊我們使用直接將零件穿透的方式打樁孔。

將兩個零件緊壓著鑽洞,使用0.8mm的鑽頭。

鑽洞完成。因為是直接穿透打樁孔的關係,所以頭髮零件與頭部零件的樁孔非常的吻合。

接著,用0.8mm的銅棒,插入頭部零件的樁孔中。

裁剪銅棒,預留離零件表面約2mm左右。

將剛剛打好樁孔的另一個零件卡進樁頭。

組合完成,因為是使用卡榫的方式,所以兩個零件很容易鬆動。不過這邊考量到還有個後髮零件裝上後,剛好可以卡住前面的兩條髮絲,所以並沒有再另外用瞬間膠黏合,如果需要,在最終製作完成後,可以在卡榫的接孔上點少許的瞬間膠加強強度即可。

兩端的髮絲組合完成。
---------------------------------------------------------------------------------
修模篇1

首先,是分模線。
因為手工翻模的關係,翻出來的零件通常都會有很明顯的分模線,我們要將把這個分模線處裡掉。
因為手工翻模的關係,翻出來的零件通常都會有很明顯的分模線,我們要將把這個分模線處裡掉。

工具介紹:
1.:液態補土(Mr. 溶きパテ)
2.:陶瓷刀
3.:攪拌棒
4.:筆
5.:砂紙
1.:液態補土(Mr. 溶きパテ)
2.:陶瓷刀
3.:攪拌棒
4.:筆
5.:砂紙

為了讓分模線明顯地呈現,方便各位辨別,所以我們將分模線的部分塗上了塗料。

從另一個角度看,分模線其實是一個明顯的斷差。而我們就要先這個段差消除。

刮除的工具,我們使用陶瓷刀片。
陶瓷刀的使用方式,是將刀面與零件以75度~80度左右,同一個方向將不要的部位刮除。
陶瓷刀的使用方式,是將刀面與零件以75度~80度左右,同一個方向將不要的部位刮除。
單一方向的小心將高的一端刮除。

刮除時,請注意不要完全刮到平,可能會因為刮掉太多而失去了原本的造型。

大致上刮除後,會產生一個短平的刮除面,這時候使用砂紙或是電動打磨器,沿著零件的弧面做輕度的打磨,消除這個短平面。

零件上,手臂部位的分模線已經修除,但是胳肢窩的地方還稍微有些凹槽,這時候我們使用補土填補的方式來修整凹槽。

我們使用液態補土(Mr. 溶きパテ)。
也可以使用牙膏補土,同性質的補土。

補土硬化的時間約要2~4個小時。

乾燥後,補土會收縮。(這類型補土只適合補比較淺的凹槽或是氣泡。)

使用砂紙或打磨器,再一次的打磨,將原本補土填補的部位打磨平整,分模線的修磨作業完成。
---------------------------------------------------------------------------------
修磨篇2
 上一篇的分磨線修磨處裡可以運用在大部分的狀況,不過遇到如圖片中這種分磨線穿越其他部位的狀況,如果直接用補土修補,較容易產生打磨不平整的狀況。
上一篇的分磨線修磨處裡可以運用在大部分的狀況,不過遇到如圖片中這種分磨線穿越其他部位的狀況,如果直接用補土修補,較容易產生打磨不平整的狀況。 為了讓各位更清楚的看到分磨線,我們稍微將分磨線染上紅色。我們要將這個紅色的斷差給消除。
為了讓各位更清楚的看到分磨線,我們稍微將分磨線染上紅色。我們要將這個紅色的斷差給消除。 突起的圓柱體,我們先用游標卡尺測量,等打磨後再重製。
突起的圓柱體,我們先用游標卡尺測量,等打磨後再重製。 測量後,小心的將這部位削除。
測量後,小心的將這部位削除。 削除面儘量與分磨線的高端面貼平。
削除面儘量與分磨線的高端面貼平。 今回,示範兩種補土的修補方式。
今回,示範兩種補土的修補方式。這種補土是兩劑混合硬化,比例約為100:1,橘黃色的為硬化劑。
或是擠出同樣長度的份量即可。
 將兩劑均勻攪拌。
將兩劑均勻攪拌。 將調和好的補土抹在零件分磨線的斷差上。
將調和好的補土抹在零件分磨線的斷差上。 趁著補土還沒硬化前,儘量將補土抹平於斷差的表面。接著等約6小時完全硬化。
趁著補土還沒硬化前,儘量將補土抹平於斷差的表面。接著等約6小時完全硬化。 另一種方式則是使用TAMITYA PUTTY,這種補土俗稱牙膏補土,市面上有販售灰色與白色,本次使用灰色補土。
另一種方式則是使用TAMITYA PUTTY,這種補土俗稱牙膏補土,市面上有販售灰色與白色,本次使用灰色補土。 用GSI的硝基漆溶劑調和補土。
用GSI的硝基漆溶劑調和補土。 攪拌均勻。
攪拌均勻。 同樣的將補土填補在斷差上。
同樣的將補土填補在斷差上。完全硬化大約要12~24小時。
 完全硬化後,先用筆刀將突出表面多餘的部分小心的削除。
完全硬化後,先用筆刀將突出表面多餘的部分小心的削除。 接著使用打磨板打磨。
接著使用打磨板打磨。 先使用240號先將較粗糙的表面磨除,然後依序400號、600號的砂紙搭配打磨板將表面打磨平整。
先使用240號先將較粗糙的表面磨除,然後依序400號、600號的砂紙搭配打磨板將表面打磨平整。 打磨時,可以將砂紙沾水減低打磨所產生的粉塵。
打磨時,可以將砂紙沾水減低打磨所產生的粉塵。 打磨完成。段差已經削除。
打磨完成。段差已經削除。 另外使用TAMIAYA PUTTY灰色補土也是用同樣的方式打磨。
另外使用TAMIAYA PUTTY灰色補土也是用同樣的方式打磨。 表面打磨完後,之後再將先前削除的部位重製黏回。
表面打磨完後,之後再將先前削除的部位重製黏回。
---------------------------------------------------------------------------------
つづく…